Top Assembly Conveyor Systems for Global Buyers in China?
In the rapidly evolving landscape of manufacturing, the importance of Assembly Conveyor Systems cannot be overstated. According to Thomas Becker, an expert in industrial automation, “Efficient systems are the backbone of modern assembly lines.” These systems streamline production and enhance overall efficiency.
China remains a global hub for sourcing high-quality assembly conveyor solutions. Many international buyers seek to tap into the expertise and advanced technology present in this region. However, navigating this vast market can be challenging. Buyers must understand the unique offerings and select those that best fit their operational needs.
Assembly Conveyor Systems come in various designs. Each is tailored to specific production requirements. Some systems may excel in flexibility, while others may focus on speed or load capacity. A thorough evaluation of options is essential. Mistakes in selection can lead to inefficiencies and increased costs. Therefore, understanding the complexities of these systems is crucial for any business aiming for sustainable growth.

Top Assembly Conveyor Systems: An Overview of Features and Benefits
Assembly conveyor systems are crucial in modern manufacturing. They enhance productivity and streamline operations. According to a recent industry report by Grand View Research, the global conveyor systems market is projected to reach $10.6 billion by 2025. This growth highlights the significant role these systems play in various sectors.
One key feature of assembly conveyor systems is their adaptability. They can be designed to meet specific operational needs. For instance, systems can vary in speed, capacity, and layout. This flexibility is vital as it allows manufacturers to adjust to changing demands. A well-designed conveyor system can reduce operational delays and improve workflow efficiency. Reports from the Material Handling Industry state that efficient conveyor systems can increase productivity by up to 40%.
However, not all systems perform equally. Poorly designed or outdated conveyors can lead to bottlenecks. Regular assessments and maintenance are essential to ensure optimal performance. Investing in advanced technology can mitigate these issues. Innovations such as smart conveyors with real-time monitoring are emerging. These advancements enable manufacturers to make data-driven decisions, improving reliability and efficiency. However, the initial investment can be substantial, requiring careful consideration.
Top Assembly Conveyor Systems in China: Features and Benefits
Key Players in the Chinese Conveyor System Market for Global Buyers
The conveyor system market in China is rapidly evolving. Various companies are competing to improve their offerings. The key players are focused on innovation and efficiency. They invest heavily in technology to meet global standards. Many have developed specialized solutions for different industries, like food and beverage, automotive, and electronics.
However, challenges exist. Not every manufacturer maintains the same level of quality. Buyers must vet suppliers carefully. Some companies may promise more than they can deliver. It's crucial to evaluate technical specifications and customer feedback. Gaps in communication can also arise, leading to misunderstandings.
In the sprawling landscape of assembly conveyor systems, choosing the right partner is essential. Often, companies lack the experience to assess their needs accurately. A thorough analysis of project requirements helps avoid costly mistakes. Trust and reliability should guide decisions, especially in a competitive market.
Factors to Consider When Choosing Assembly Conveyor Systems in China
When choosing assembly conveyor systems in China, several factors come into play. The efficiency of the system is critical. Buyers should assess how well the system integrates into existing production lines. A conveyor that enhances workflow will save time and reduce costs. Consider the load capacity and speed. Selecting a system that matches production needs is essential.
Quality and durability are paramount. Look for materials that withstand the rigors of daily use. Systems made from inferior materials may fail, leading to downtime. Maintenance requirements also matter. A conveyor that demands constant repair can disrupt productivity. Researching the product lifecycle can offer insights into durability.
Customization options can influence the buying decision. Some buyers need specialized configurations to fit unique manufacturing processes. Discussing these requirements with suppliers is important. However, not all suppliers provide the same flexibility. It's wise to weigh customization against potential delays. Balancing innovation with practicality is crucial in selecting the right conveyor system.
Top Assembly Conveyor Systems for Global Buyers in China
| System Type |
Load Capacity (kg) |
Speed (m/min) |
Length Range (m) |
Power Consumption (kW) |
Price Range (USD) |
| Modular Belt Conveyor |
100 |
30 |
2-5 |
0.5 |
1500-2500 |
| Roller Bed Conveyor |
200 |
25 |
3-10 |
0.8 |
2000-3000 |
| Heavy-Duty Conveyor |
500 |
15 |
4-12 |
1.2 |
3000-4500 |
| Chain Conveyor |
300 |
20 |
5-15 |
1.0 |
2500-4000 |
| Belt Conveyor |
150 |
35 |
2-8 |
0.7 |
1000-2000 |
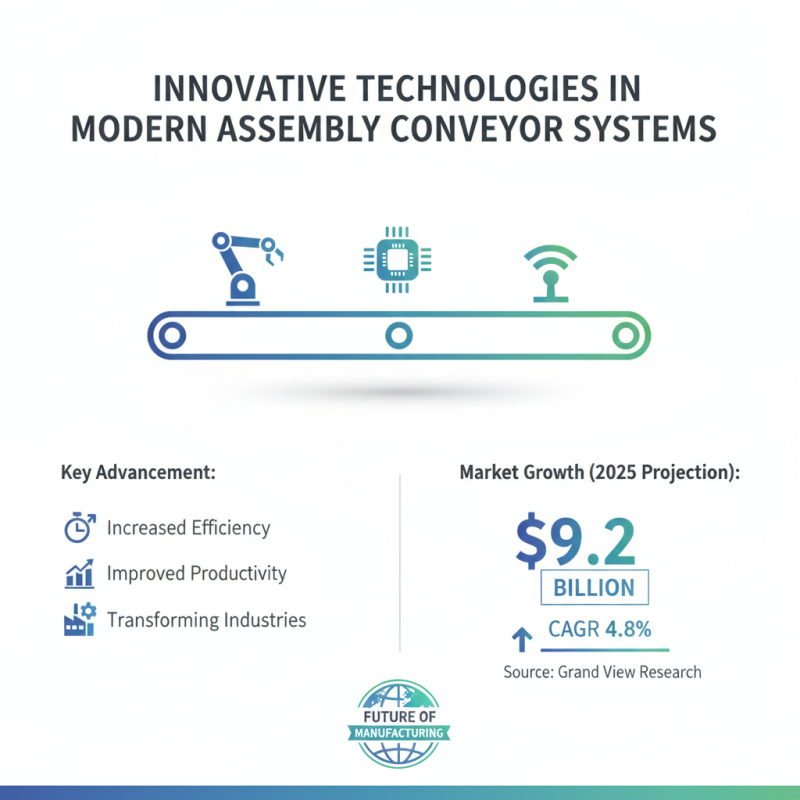
Innovative Technologies in Modern Assembly Conveyor Systems
In recent years, assembly conveyor systems have seen significant advancements. Innovative technologies are transforming how industries operate, improving efficiency and productivity. According to a report by Grand View Research, the global conveyor systems market size is projected to reach $9.2 billion by 2025, growing at a CAGR of 4.8%. This growth underlines the crucial role modern assembly lines play in manufacturing.
Automation is a key driver in this evolution. Implementing robotic arms and AI algorithms enhances precision and reduces manual errors. Systems can adapt to diverse product types, allowing flexibility in production. Many companies are adopting IoT-enabled solutions, facilitating real-time monitoring and predictive maintenance. This can reduce unexpected downtime by as much as 25%, showing a clear return on investment.
However, challenges persist. Integrating these technologies into existing frameworks can lead to disruptions. Training employees to adapt to new systems is essential. Many organizations report difficulty in finding skilled workers who can manage advanced conveyor systems effectively. The transition can be daunting, yet the long-term benefits are undeniable. Embracing innovation in assembly conveyor systems is vital for staying competitive in a rapidly evolving marketplace.
Case Studies: Successful Implementations of Conveyor Systems Worldwide
Exploring successful implementations of conveyor systems globally reveals valuable insights. In one notable case, a manufacturer decreased assembly time significantly by integrating a modular conveyor setup. This design allowed for easy adjustments, enabling quick adaptation to changing production needs. Employees reported increased satisfaction due to smoother workflows.
Another example comes from a packaging facility that adopted an automated conveyor solution. The system improved accuracy in product placement. However, initial training sessions were challenging. Some staff struggled with the new technology, raising questions about hardware reliability. Over time, as operators became accustomed to the system, efficiency soared.
Such real-world cases highlight the importance of tailored solutions. Conveyor systems must fit the specific requirements of each operation. A one-size-fits-all approach often falters. Analyzing these implementations fosters a deeper understanding of both benefits and challenges. Future projects can learn valuable lessons from these experiences.